Real Z 3000A 2D锡膏测厚仪如何减少误差
Real Z 3000A 2D锡膏测厚仪如何减少误差
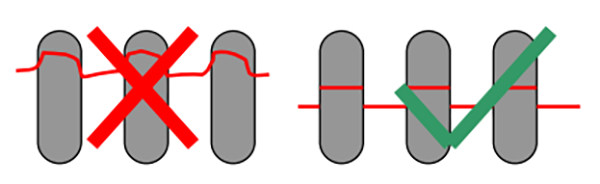
1. 请操作时将激光线的中心与屏幕中间的水平线对准以免造成较大的人为误差。
2. 在清零和取样之间勿变倍及移动工件。
3. 旋转 Z 旋钮时手不要往下压,以免松手时造成位置偏移读数波动。另外旋钮
有一点惯性,图像有轻微
的延迟,操作时注意不要调过头。
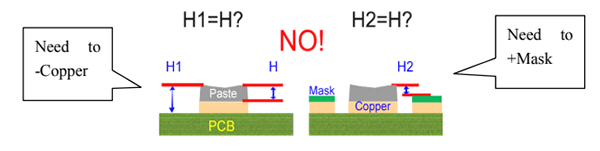
4. 取基准位置时避开:丝印,空洞等不平整的地方。
5. 使用适当的参考基准,一般选取有铜箔的位置为基准。对于 QFP 和 SOP,有
时中间不好找铜箔基准,可在两边或四角寻找。
6. 如没有裸露铜箔基准可供参考,可选择线路或阻焊层为基准并使用适当的补偿。
7. 测量时手不要压平台,不要摇动桌子。
8. 如何测量双面板:如放上台面较平,可直接测量,只需将 Z 旋钮多扭几圈调整
好焦距即可。如不平,则可两边垫相同高度的物体(不要太高)或制作专用夹具
(厚度以 5~10mm 为宜)。
9. 如何处理不平的锡膏当印刷不平时激光投影将会不平。比较明显的不平属于印刷
缺陷,需要调整印刷机的参数。当轻微不平可以接受时可以用下述方法进一步提高
结果的真实性。
a. 取平均值:
取几个点的平均值,理论上取样越多约准确,但较费时间
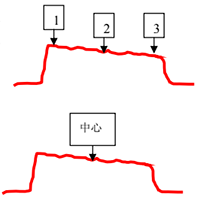
测量中心位置:
对于倾斜的锡膏测量中间比较接近真实值 ![]()
避开锡膏边缘和两端部位:
两端和边缘部位由于脱网时会有
拉尖现象,测量结果不具有代表性
忽略拉尖和小孔洞
很小的拉尖和孔洞对整个锡膏影像较小可以忽略。
测量锡膏平坦的部位。